全國銷售熱線:

138-3848-0421
155-1530-0559


襯膠罐體



襯膠罐體外殼采用雙面對焊焊接,焊縫平整,表面我焊瘤和渣子無氣孔,焊縫的高度不能大于2mm,焊縫圓滑過渡。襯膠外殼必須連續(xù)焊接,不能有裂縫或者咬邊,,誤差在0.5mm。角焊縫的圓角部位,焊角部位,焊角高度應大于5mm,一般凸出角應大于等于3mm,內(nèi)角應大于等于10mm。襯膠罐體的接管和轉(zhuǎn)角部位也應保證焊接要求,焊縫飽滿,有棱角的需要打磨成鈍角,形成圓滑過渡。

襯膠罐體外殼采用雙面對焊焊接,焊縫平整,表面我焊瘤和渣子無氣孔,焊縫的高度不能大于2mm,焊縫圓滑過渡。
襯膠外殼連續(xù)焊接,不能有裂縫或者咬邊,,誤差在0.5mm。角焊縫的圓角部位,焊角部位,焊角高度應大于5mm,一般凸出角應大于等于3mm,內(nèi)角應大于等于10mm。
襯膠罐體的接管和轉(zhuǎn)角部位也要滿足焊接要求,焊縫飽滿,有棱角的需要打磨成鈍角,形成圓滑過渡。
預制后的罐體內(nèi)襯橡膠,采用固體橡膠或丁基橡膠,在常溫條件下做內(nèi)襯,膠料在設(shè)備的墊布取出后做滾輪滾壓,使得膠板內(nèi)里的氣體自然排出,分兩次滾壓,不得有漏壓,采用了由下而上內(nèi)襯,然后內(nèi)襯壁,襯罐體頂部,襯完罐體的主體,對人孔,接管開始內(nèi)襯。同樣方式滾壓至膠板與設(shè)備緊密連接,無氣泡做粘結(jié)處理。
襯膠罐體外觀檢查需要對膠板表面放大10倍檢查,以無褶皺,無夾雜為標準。無氣泡,無漏壓,無脫層等缺陷。接縫嚴密不得翹起。
襯膠罐體的自然硫化:單一預硫化丁基橡膠襯里的設(shè)備,在襯里施工完成后,需經(jīng)15天以上的自然硫化時間(或按產(chǎn)品說明書要求)才能投入使用。
襯膠罐體的驗收:用電火花檢測儀進行檢查,不得有漏電現(xiàn)象。檢查電壓是每1mm膠板厚為3000V。

襯四氟儲罐能耐各種溶劑、強酸堿、氧化劑等化學用品,耐溫高,內(nèi)襯的聚四氟,光滑無粘附,整體性能良好,原材料好。可定制生產(chǎn)。襯四氟儲罐內(nèi)襯材質(zhì):聚四氟、F40、PE、PO襯四氟罐體的容積:10m......
>> 查看詳情
襯膠管件包括:襯膠彎頭,襯膠三通,襯膠直管,襯膠異徑,襯膠大小頭,襯膠變徑,襯膠調(diào)整段等。襯膠管件執(zhí)行HG21501-1993標準,嚴格按照熱硫化工藝生產(chǎn)的襯膠管道制品,襯膠管件包括標準襯膠......
>> 查看詳情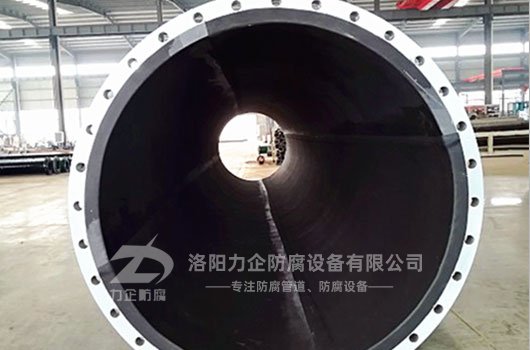
襯膠管道材質(zhì):使用碳鋼管,DN40-DN125碳管內(nèi)襯膠的厚度可以在4mm以上,DN400以上的管道采用的直縫鋼管,壁厚在10mm以上。襯膠管道內(nèi)襯橡膠材質(zhì):襯里以丁基橡膠,耐腐蝕橡膠。既有......
>> 查看詳情 襯膠罐體外殼采用雙面對焊焊接,焊縫平整,表面我焊瘤和渣子無氣孔,焊縫的高度不能大于2mm,焊縫圓滑過渡。襯膠外殼連續(xù)焊接,不能有裂縫或者咬邊,,誤差在0.5mm。角焊縫的圓角部位,焊角部位,......
>> 查看詳情
洛陽力企防腐客服
版權(quán):洛陽力企防腐設(shè)備有限公司 網(wǎng)址:www.emiao586.com 備案號:豫ICP備16002764號-3 站點地圖  豫公網(wǎng)安備41031102000696號
豫公網(wǎng)安備41031102000696號



